

- 暂时还没有文章
旋膜式除氧器含氧量超标问题电厂的处理与分析
旋膜式除氧器含氧量超标问题电厂的处理与分析,发电厂入炉水中的氧气对锅炉的危害很大,而旋膜式除氧器是锅炉入炉水水质处理的重要设备。为保证发电厂入炉给水含氧量符合指标要求,旋膜式除氧器安全稳定运行是关键因素。某热电厂旋膜式除氧器运行中出现了除氧头超温,除氧头与高加疏水管道、除盐补水管道的连接管段振动,含氧量严重超标的现象。通过采取将除氧头混合水室中的高加疏水来水接管从水室中移出,并垂直下移300mm,接在水室下部淋水空间靠上部位,同时将高加疏水进水管头加装稳流孔罩,彻底检修除氧头等措施,彻底排除了故障和隐患。改造后,旋膜式除氧器运行稳定,含氧量小于7μg/L。
火力发电厂入炉给水的含氧量符合规定指标要求是保证锅炉设备不发生氧化腐蚀,从而安全稳定运行的重要条件,旋膜式除氧器能否正常运行成为关键。近一年来,某热电厂三期高压旋膜式除氧器均不同程度出现了除氧效果不太理想的状况,含氧量指标严重超标,威胁生产安全运行。
1旋膜式除氧器故障现象
1.1旋膜式除氧器基本情况
某热电厂三期工程高压旋膜式除氧器于2009年投运,总共安装有3台,编号分别为#10、#11、#12。旋膜式除氧器结构为压力旋膜式,设计压力为0.88MPa、温度350℃,工作容积为20.6m3,运行时高压力为0.65MPa。
1.2旋膜式除氧器故障现象
3台旋膜式除氧器安装运行几年来,均出现了一些运行异常和设备故障。
1)含氧量严重超标
运行1年以后,3台高压旋膜式除氧器分别出现了除氧水水质化验不合格现象,含氧量平均为68μg/L、50μg/L、35μg/L,#10旋膜式除氧器高时含氧量达100μg/L,远高于合格标准,而且#10旋膜式除氧器除氧效果差。
2)运行中出现振动和异音
个别旋膜式除氧器在运行中除氧头内部时有撞击声响。除氧头与高加疏水管道、除盐补水管道的连接管段出现振动;顶部人孔及侧面人孔有泄漏。
3)除氧头温度升高
与初投运调试时数据相比,除氧头温度经常出现不同程度地攀升现象,高时达195℃,已超工艺要求的上限,无法保障旋膜式除氧器长期安全运行。
1.3旋膜式除氧器检修
旋膜式除氧器发生故障后,陆续进行了下线检修,#10旋膜式除氧器除氧效果差,先进行了检修。
1)#10旋膜式除氧器停运检修情况
#10旋膜式除氧器除氧头内部旋膜管脱落3根,其中2根完全掉下来,另一根悬挂在水室下层隔板上。此旋膜管距上端约5cm部分碎裂,水室空气排空管5根脱落,同时,填料层的淋水孔板已被吹翻,杂乱陈列,大量Ω形填料被吹上来,少量部分被吹散至水室上层顶部等部位。
2)#12旋膜式除氧器停运检修故障情况
旋膜管掉落2根,其中一根旋膜管齐着水室上盖板焊接处呈圆形切面断裂。水室上盖板靠近北侧约1/6面积塌陷,塌陷部分焊口开裂,盖板与原位置平面约呈40°角,塌陷部分下沉高度大约70mm。填料层上的淋水孔板周边有许多缺失螺栓,填料孔板无错位和翻起。#11旋膜式除氧器解体检查故障类似,但程度较轻。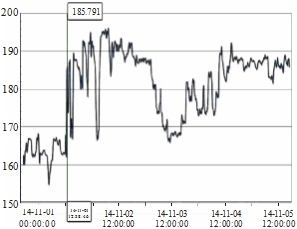
综合几台旋膜式除氧器的故障特征:旋膜管开焊掉落或断裂;水室盖板均出现不同程度的毁坏,水室上盖板被冲裂开;填料层淋水孔板(填料压板)螺栓被吹松脱或淋水压板被吹翻,Ω形填料填部分吹散。
2旋膜式除氧器故障原因分析
旋膜式除氧器的工作原理是将生产运行中产生的凝结水、高加疏水以及除盐补水、锅炉疏水等温度较低的来水收集到水室中,通过均布的诸多旋膜管将混合水形成多层密布的水膜向下落,与进入除氧头下部的加热蒸汽进行逆向热交换,从而在立体面上增加换热面积加热补水,除去水中的氧气和不凝结空气。析出的氧气和空气顺着空气排空管穿过水室进入顶端排氧室,由排氧门排空;而被充分热交换加热后的除氧水膜则向下形成水滴落向淋水孔板,经填料层渗入水箱。同时,进入旋膜式除氧器水箱的二次加热蒸汽和再沸腾蒸汽系统再将水箱中除氧后的水进一步加热以排除残余氧量,提高除氧水质量。
2.1旋膜式除氧器除氧头超温原因分析
结合运行中的故障现象以及停运检修设备状况来看,造成除氧头超温原因为:由于该旋膜式除氧器运行中发生水室旋膜管和空气排空管脱落,水室遭到破坏,使除氧头内水室与其他部分连通,造成混合水未能形成均匀的水膜与加热蒸汽进行换热除氧,混合水汇集成水柱由孔洞泻下,而加热蒸汽可直接进入水室或穿过水室直至除氧头顶端,这样会使水和蒸汽换热极不充分,造成除氧头超温。
当机组停运切换操作时,除氧头超温现象更加明显。2014年11月1日,#7机组停机操作时,运行中的#10旋膜式除氧器除氧头温度突然升高。调取DCS运行过程中旋膜式除氧器温度变化曲线,见图1。由图1可见,#10除氧头温度在2014年11月1日12:38突然升高,高达195℃,已超出了工艺控制范围。再调出同一时间段#7机的凝结水退出时的流量变化曲线进行比对,见图2。
由图1、2可知,由于#10旋膜式除氧器的凝结水是由#7机来,当#7机组停机时凝结水退出,随后除氧头温度急剧上升。除氧头温度上升的时间点刚好与#7机停机凝结水退出的时间相吻合。这表明凝结水的退出对除氧头温度的升高有直接的影响,从而说明运行操作的不当导致除氧头温度急剧变化也是除氧头损坏的因素之一。
2.2旋膜式除氧器高加疏水的影响
高压加热器是指汽轮机利用蒸汽做功过程中的不同阶段的抽汽来加热给水从而提高入炉水温度。加热过程中的高加疏水排向除氧头水室。由于高加疏水使用的是汽液两相流疏水器,高加疏水的介质形态为水和少量蒸汽混合的紊流状态,温度和压力都比较高(温度大约170℃,压力0.8~1.0MPa),且流量较大,较易产生流体冲击力和管道振动。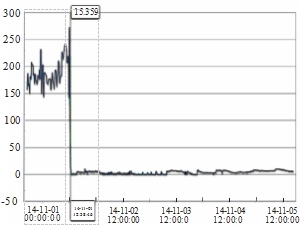
2.3旋膜式除氧器除氧头水室破坏分析
在厂家原设计中,汽轮机组高加疏水来水直接接入除氧头水室,夹带部分蒸汽的温度较高的高加疏水与同进除氧头水室的凝结水、除盐补水等温度较低的来水相混合,由于混合水汽的温差较大,补进同一容器内时,很容易产生水锤现象,即除氧头有撞击声。
由于除氧头内部的水室并非压力容器,凝结水、除盐水、高加疏水等均汇入该水室,流量较大,压力升高,水室内承压超限。
在运行方面,根据生产运行的负荷要求不断调整(包括电负荷和热负荷),以及操作工艺方面的不完善,造成除氧头水室内温度和压力不稳甚至产生剧烈波动。
在以上几方面因素的综合作用下,造成水室以及旋膜管、排气管、水室管板等部件受热冲击和交变应力冲击,引起水室结构部件破坏。
2.4旋膜式除氧器水室破坏使除氧效果进一步恶化
由于旋膜管脱落以及水室的损坏,进入水室内的混合补水直接由管板开裂处及旋膜管脱落破口喷泻而下。由于水室压力不能保持,也破坏了水室旋膜的形成。因此严重降低了水与加热蒸汽之间的换热,表现为加热蒸汽直接进入水室,旋膜式除氧器头部温度升高。
由于关联机组的停机,使进入除氧头内的凝结水量突降,造成除氧头温度超限且波动剧烈,水膜的形成进一步遭到破坏,汽水换热程度更加不充分,严重破坏了除氧头的除氧功能。
另外,除氧填料层的压板被吹起掀翻是由于填料压板强度不足,导致螺栓逐渐松脱或断落所致。填料的吹散,导致了填料层的减薄和不均匀,使淋水至该填料层的换热和除氧滞留时间大大缩短,不利于除氧过程的完成。
经调查,旋膜式除氧器运行工况符合设计要求,而3台旋膜式除氧器先后出现的故障状况类似,因此,旋膜式除氧器在结构设计方面或存在一定问题,考虑对旋膜式除氧器进行技术改造。
3故障处理及措施
经过与生产厂家多次探讨,根据实际运行工艺参数,出具了技改变更图,见图3。
如图3所示,将除氧头混合水室中的高加疏水来水接管从水室中移出,并垂直下移300mm,接在水室下部淋水空间靠上部位,原位置加堵板焊牢,同时将高加疏水进水管头加装稳流孔罩,通过计算打孔位置、合理设计稳流罩管的长度,使高加疏水来水均匀散开落下,与进入除氧头的加热蒸汽进行逆向有效热交换。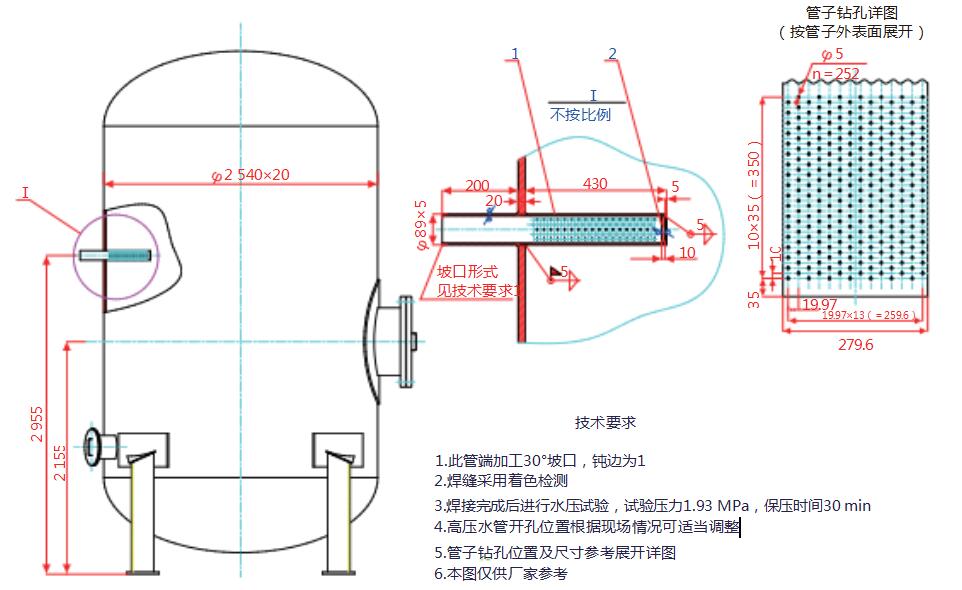
4旋膜式除氧器改造效果
对#10、#11、#12三台旋膜式除氧器按方案分别进行了改造,同时对除氧头进行了彻底检修,将除氧头内损坏的水室、旋膜管、排空管等进行恢复、加固、密封,补充填料层的填料,更换了填料层上部的淋水压板高强度螺栓,并用10#槽钢进行了井字形加固,与筋板焊牢。另外,为消除运行状态变化时造成对除盐水管的反流冲击而引起的振动,采取了在除盐补水入口水平管道上加装逆止阀等措施。
改造后,3台旋膜式除氧器均能保持长期稳定运行,除氧头撞击声、管道振动消失,各项参数运行正常。通过连续化验检测和跟踪观察,3台旋膜式除氧器除氧水含氧量指标均小于7μg/L。
5结论
旋膜式除氧器一定要设计合理、使用规范,维护得当,这样才能保证旋膜式除氧器含氧量指标合格。经过对旋膜式除氧器故障状态的分析和逐台改造,以及对投运后的含氧量指标化验结果的跟踪监测表明,该热电厂对三台旋膜式除氧器的技术改造和检修非常成功。旋膜式除氧器能够长期稳定运行,为该热电厂安全生产运行奠定了良好的基础。
 32070602010017
32070602010017